High-speed milling (HSM) of aluminum and its alloys involves cutting speeds significantly higher than
standard rates.
This approach ensures efficient material removal and excellent surface finish and
accuracy.
While there is no strict definition for what constitutes HSM speeds, it is generally accepted that they
range from 1.5 to 4 times typical values.
Achieving HSM cutting speeds requires operating milling
cutters at
extremely high rotational velocities, often reaching 30000 RPM or more.
From a design perspective, cutting tools for high speed milling (HSM) of aluminum and its alloys
(collectively, aluminum’) are typically classified into three types, as are general purpose milling cutters:
- Indexable tools
- Solid cutters, mostly solid carbide endmills
- (SCEM)assembled tools that mount replaceable, primarily tungsten carbide cutting heads (ISCAR's MULTI-MASTER products)
Machining at exceptionally high rotational velocity demands that milling tools withstand substantial
centrifugal loads, maintain balancing quality, and ensure safety.
A key goal is to achieve, already at
the
design stage, a mass distribution that is theoretically symmetric about the tool axis, producing a
“balanced-by-design” tool structure.
This engineered balance applies to the virtual model and,
understandably, does not replace physical balancing of the finished tool.
However, this skillful design
significantly reduces residual mass imbalance in the manufactured tool and makes subsequent physical
balancing faster, easier, and more reliable.
Solid tools and replaceable solid cutting heads (designed on similar principles) are essentially
monolithic.
This greatly simplifies achieving a balanced-by-design structure, especially when using 3D modelling in a
modern CAD environment.
By contrast, for indexable milling cutters, which consist of multiple assembled
elements, HSM requirements are particularly critical.
The design of indexable tools intended for high-speed milling of aluminum and its alloys focuses on
addressing various specific challenging characteristics of HSM, such as:
- Preventing insert radial displacement caused by significant centrifugal forces.
- Reducing the mass of tool components to decrease centrifugal load.
- Ensuring soft, light cutting action, even in operations requiring a long-reach tool configuration.
- Optimizing the chip-gullet profile to maximize space for chip evacuation while maintaining the strength of the tool-body core.
- Shaping internal coolant channels for the most effective coolant supply and others.
The tools in the first group are general‑duty cutters that hold indexable inserts suitable for milling
various materials, including those designed specifically for aluminum.
Principally, these cutters are
used
to mill a wide range of engineering materials and accept inserts that have the same basic shape and datum
surfaces, which locate the insert in the pocket.
By mounting inserts with different rake and relief
face
geometries, the same cutters can be configured to machine specific material types.
The first group
tools are
typically operated at cutting speeds that do not exceed 1000 m/min (3280 SFM).
In HSM at exceptionally high rotational speeds, centrifugal forces become substantial.
To prevent radial
displacement of the inserts caused by these forces, second group tools incorporate an insert retention
mechanism.
As a result, cutting speeds increased significantly - for example, up to about 5000 m/min
(16400
SFM) when radial engagement is small.
The third group of tools have been developed for applications requiring intensive ramp-down milling
passes.
The aggressive cutting geometry of the inserts used in these tools enables cutting speeds of up to 2000
m/min (6560 SFM).
In high-speed milling of aluminum, elevated centrifugal forces impose significant loads on the insert's
clamping screws.
To ensure high reliability, these screws should be replaced in accordance with
tool-specific instructions.
As a general guideline, ISCAR recommends replacing a clamping screw after
every
ten insert replacements for the insert it secures.
In some HSM tool designs, inserts are supplied
together
with their clamping screws in combined packages.
The inserts and screws are selected within tight
tolerances
to meet the required balance grade of the assembled cutter. In such cases, the screws should be replaced
whenever the inserts are replaced.
It is important to note that balancing requirements are not limited to the tool assembly comprising the tool
body, inserts, and clamping elements such as screws.
The entire tooling system - including the tool
assembly, the basic adaptor mounted in the machine tool spindle, and any intermediate elements (extensions
or reducers) - must be balanced.
This rigorous requirement is emphasized also in the ISO 16084 standard.
What new tools for high-speed milling of aluminum does ISCAR offer customers? Which of the above-mentioned groups is the focus of the latest developments?
The group of general-duty indexable milling cutters has been expanded with various original designs.
For
example, the range of tools carrying round inserts now includes new inserts intended for machining aluminum
and other non-ferrous metals.
These inserts, which feature a polished top (rake) face to improve chip
flow
and eliminate built-up edge (BUE) formation, are produced in two geometries: one with a plain cutting edge
and one with a serrated cutting edge.
Inserts with a plain edge are typically used for semi-finishing
operations, while inserts with a serrated edge are primarily designed for roughing and for machining under
unstable conditions, such as long-reach applications requiring high tool overhang and the machining of
thin-walled workpieces (Fig. 1).
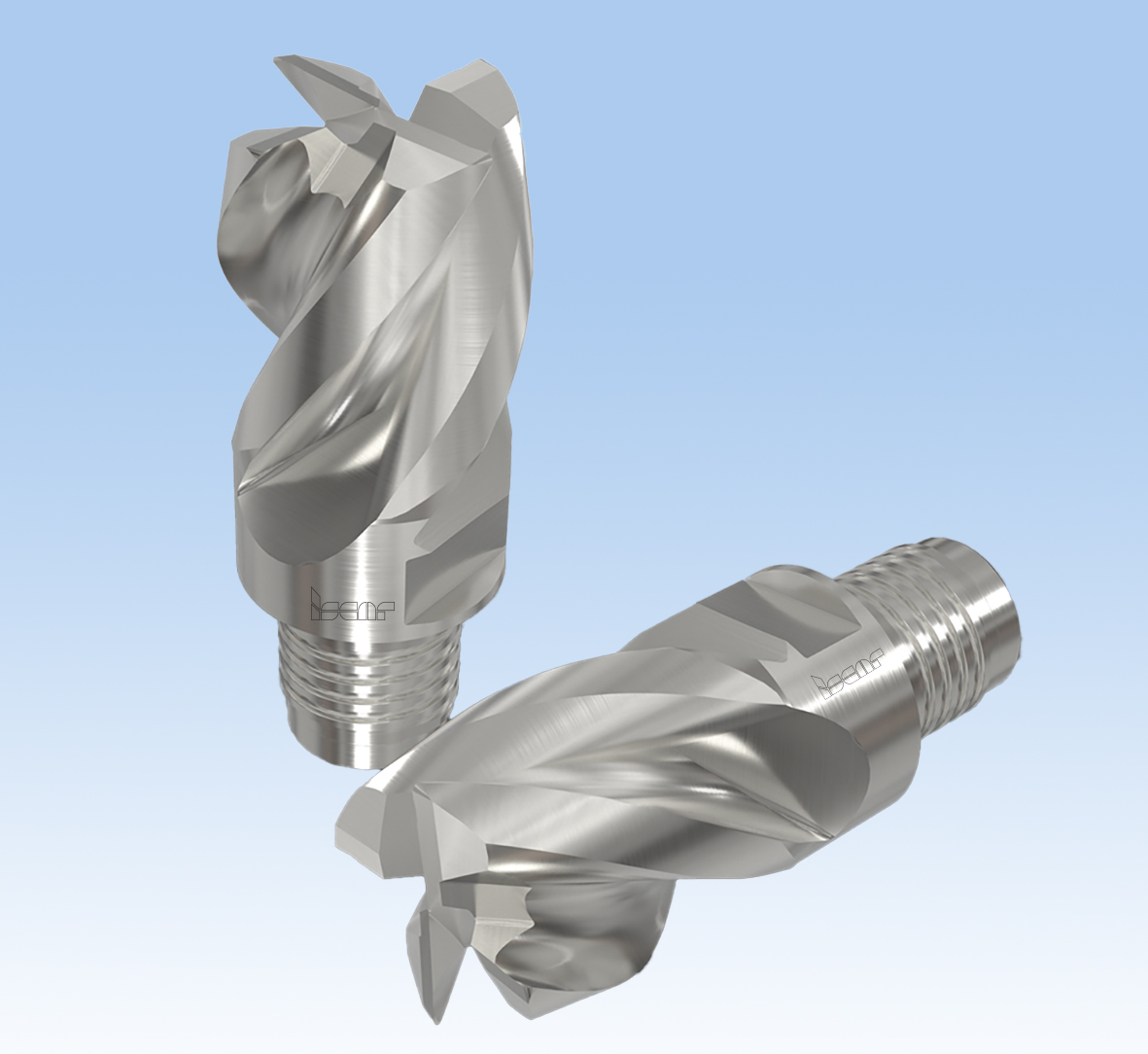
Recently introduced endmill heads with MULTI-MASTER and FLEXFIT threaded connection, available with a
high-pressure coolant (HPC) option, provide another example (Fig. 2).
These heads accept ISCAR’s classic
HELIALU inserts with a helical cutting edge.
The coolant delivery design was upgraded, using
computational
fluid dynamics (CFD) modeling, to maximize flow rate while minimizing pressure drop.
The screw-in
configuration significantly broadens customization by enabling the use of MULTI-MASTER and FLEXFIT shanks,
adapters, extensions, and reducers that are widely represented on the market.
Over the last years, ISCAR has emphasized a portfolio of indexable milling tools for aluminum designed for
very high cutting speeds to boost metal removal rate (MRR).
These tools are engineered to prevent radial
insert movement caused by strong centrifugal forces.
A dedicated anti-movement locking mechanism ensures
reliable cutting during extended high-speed machining (HSM) operations. The latest development expands the
portfolio’s performance with new tools that accept large inserts, enabling depths of cut up to 22 mm (Fig.
3).
This addition supports more effective utilization of modern, high-power machine tools with
high-speed
main drives.
The newest product, recently unveiled, is a 14 mm serrated insert designed to be mounted on existing HELIALU
high-speed milling cutters.
The insert combines a polished rake face, super-positive cutting geometry,
and
sharp serrated cutting edges for chip-splitting action.
Breaking wide chips into small segments
improves
chip evacuation, reduces re-cutting, enhances the tool’s dynamic stability, and enables higher feed rates,
thereby increasing productivity in rough milling operations (Fig. 4).
Naturally, solid carbide end mills (SCEM) and assembled tools with replaceable carbide heads are also
undergoing continued development.
Recent innovations include several SCEM and heads with various
profiles.
For example, a four-flute, 32 mm in diameter MULTI-MASTER head (Fig. 5) employs variable flute helix angles
to improve dynamic stability, enabling consistent cutting across a wide range of operations from roughing to
finishing.
Advances in machine tools have significantly expanded the limits of rotational velocity and feed rate,
allowing higher cutting speeds.
Ultra-high-speed milling of aluminum is emerging as a guiding paradigm,
which in turn places new demands on cutting-tool design.
How tool manufacturers will meet these
challenges
remains to be seen.